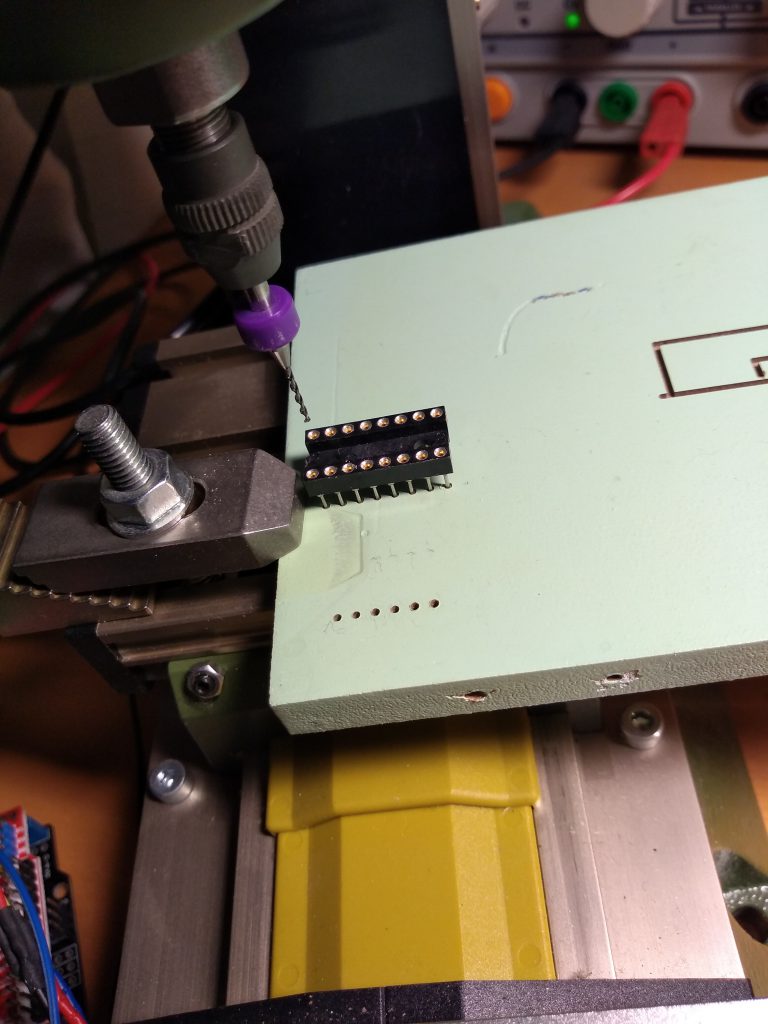
Nog een paar testjes gedaan. Het handmatig aansturen van de freesmachine met grbl controller is, zoals in het vorige deel van deze serie beschreven, prima gegaan. Ik heb een kort gcode programmaatje gemaakt dat een 16-tal gaatjes laat boren: 2 rijen van 8 (DIL, oftewel Dual In Line) om een 16-pins chip te plaatsen. De onderlinge afstand tussen de pinnetjes (de steek) is 1/10″, of 2,54 mm. Hieronder het resultaat.

Hieronder het gcode “programma”.
G17 G21 G90
G0 F1000
G1 F100
G1 Z-0.5
G1 Z1
G0 X2.54
G1 Z-0.5
G1 Z1
G0 X5.08
G1 Z-0.5
G1 Z1
G0 X7.62
G1 Z-0.5
G1 Z1
G0 X10.16
G1 Z-0.5
G1 Z1
G0 X12.7
G1 Z-0.5
G1 Z1
G0 X15.24
G1 Z-0.5
G1 Z1
G0 X17.78
G1 Z-0.5
G1 Z1
G0 Y7.62
G0 X17.78
G1 Z-0.5
G1 Z1
G0 X15.24
G1 Z-0.5
G1 Z1
G0 X12.7
G1 Z-0.5
G1 Z1
G0 X10.16
G1 Z-0.5
G1 Z1
G0 X7.62
G1 Z-0.5
G1 Z1
G0 X5.08
G1 Z-0.5
G1 Z1
G0 X2.54
G1 Z-0.5
G1 Z1
G0 X0
G1 Z-0.5
G1 Z1Om deze gcode uit te voeren stuur ik het als proef via ChiliPeppr naar de freesmachine: je sleept het bestand gewoon naar de webpagina en dan krijg je onderstaande te zien.

Linksonder in het nulpunt (X=0, Y=0 en Z=0). De frees moet, met de spindel aan, eerst op die plek een gaatje boren van slechts 0,5 mm diep (Z=-0,5) en daarna 1,5 mm omhoog gaan naar Z=1.
(eerste gaatje)
G1 Z-0.5
G1 Z1De frees hangt zo weer boven het werkstuk en kan door de lucht verplaatst worden naar de volgende plek: in dit geval is dat 2,54 mm over de X-as naar rechts verschuiven, daar een zelfde gaatje boren en daarna weer naar boven gaan. En dat 6 keer herhalen: telkens 2,54 mm verder. G0 is voor snelle bewegingen (bewegingen door de lucht), G1 is voor trage bewegingen (gebruikt tijdens het freeswerk). Voor een overzicht van deze G-codes kijk o.a. hier.
(tweede gaatje)
G0 X2.54
G1 Z-0.5
G1 Z1
G0 X5.08
G1 Z-0.5
G1 Z1
G0 X7.62
G1 Z-0.5
G1 Z1
G0 X10.16
G1 Z-0.5
G1 Z1
G0 X12.7
G1 Z-0.5
G1 Z1
G0 X15.24
G1 Z-0.5
G1 Z1
(achtste gaatje)
G0 X17.78
G1 Z-0.5
G1 Z1Na 8 gaatjes wordt de frees 7,62 mm (3x 2,54 mm) over de Y-as verplaatst om het tegenoverliggende rijtje van 8 gaatjes te beginnen.
(steek over)
G0 Y7.62(eerste gaatje aan de overkant)
G0 X17.78
G1 Z-0.5
G1 Z1
G0 X15.24
G1 Z-0.5
G1 Z1
G0 X12.7
G1 Z-0.5
G1 Z1
G0 X10.16
G1 Z-0.5
G1 Z1
G0 X7.62
G1 Z-0.5
G1 Z1
G0 X5.08
G1 Z-0.5
G1 Z1
G0 X2.54
G1 Z-0.5
G1 Z1
(achtste en laatste gaatje)
G0 X0
G1 Z-0.5
G1 Z1De gaatjes worden zeer precies op de juiste plaats geboord. Test is geslaagd.
Voordat ik verder ga en een testprintje ga maken moet ik eerst zorgen dat een aantal zaken goed geregeld zijn. Dit in verband met de eigen veiligheid en ter bescherming van de machine.
- Het nulpunt van de spindel vaststellen.
Wanneer de machine aangaat moet de spindel op een vast plek beginnen. Al het werk moet ten opzichte van dit punt plaatsvinden. Op dit moment gaat er elke keer van alles mis, zodat ik elke keer de stroom van de besturing haal. Hiermee raakt de machine telkens het beginpunt kwijt. Niet handig! - De limieten van de drie assen vastleggen.
Wanneer duidelijk is waar het nulpunt van de machine is, moeten per as de uitersten duidelijk worden waar de machine naartoe mag bewegen. Dit moet vastgelegd worden in de software, de zogenaamde “Soft limits” en via “Limit switches” in de hardware. - Noodstop aansluiten.
In het geval dat er iets mis gaat moet de machine met een druk op de noodknop direct te stoppen zijn.